Các lớp hàn lót
Các lớp hàn lót được sử dụng làm lớp hàn trung gian giữa vật liệu cơ bản và lớp hợp kim phủ cứng thực tế để:
- Đảm bảo liên kết tốt với vật liệu cơ bản
- Tránh hiện tượng nứt chân mối hàn do hydro ngay cả khi vật hàn được gia nhiệt trước
- Giảm thiểu hậu quả của ứng suất
- Hạn chế ảnh hưởng của sự pha loãng
- Tránh tạo nên nứt vỡ trong các lớp cứng tiếp theo
- Ngăn ngừa các vết nứt có thể xảy ra trên lớp bề mặt cứng chạy vào vật liệu cơ bản
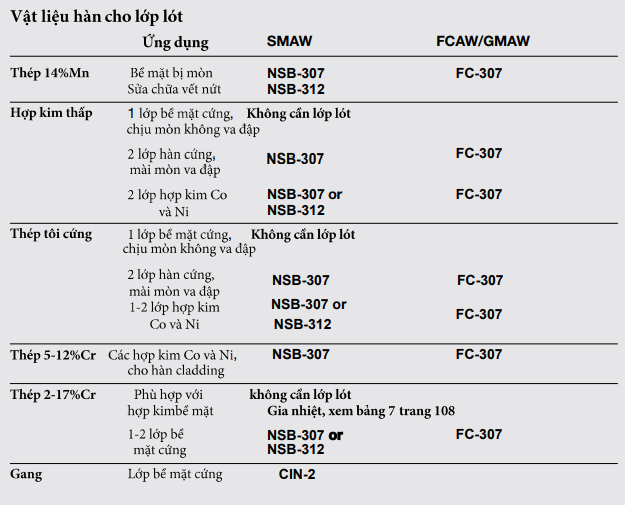
Vật liệu hàn Austenitic được sử dụng rộng rãi làm lớp lót có tính dẻo cho lớp hàn bề mặt cứng. Việc lựa chọn vật liệu hàn lớp lót phụ thuộc vào vật liệu cơ bản và loại bề mặt cứng. Xem bảng bên dưới.
Khi vật liệu bề mặt cứng hơn được sử dụng trên vật liệu nền mềm như thép mềm (thép C thấp, hợp kim thấp), thì lớp bề mặt cứng sẽ có xu hướng lún xuống trong điều kiện chịu tải trọng lớn, (Hình A). Điều này có thể dẫn đến việc lớp bề mặt cứng bị bong ra. Để ngăn chặn điều này, một vật liệu cứng và dai được hàn đắp lên vật hàn trước khi hàn bề mặt cứng chịu mòn, (Hình B).

Que hàn HV-350 (hoặc dâyhàn tương ứng) là vật liệu hàn bù kích thước/vật liệu hàn lót thích hợp. Tùy thuộc vào vật liệu cơ bản, các loại lớp đệm khác có thể được khuyên dùng.
Khi hàn đắp cứng với các hợp kim giòn có chứa cacbid crom và hợp kim gốc coban, trước tiên nên hàn lót một hoặc hai lớp bằng vật liệu hàn Austenit. Điều này gây ra ứng suất nén ở các lớp tiếp theo trong quá trình làm nguội và do đó làm giảm nguy cơ nứt trên kim loại lớp hàn cứng trên cùng.
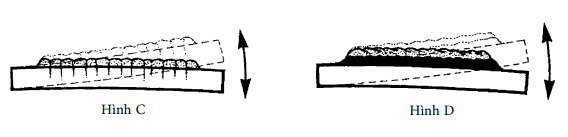
Nhiều lớp đắp cứng có những vết rạn nứt nhỏ. Chúng không gây hại cho bề mặt cứng, nhưng có một nguy cơ là, dưới lực va đập mạnh hoặc lực uốn, các vết nứt sẽ lan truyền vào vật liệu cơ bản, (Hình C). Xu hướng này rõ ràng nhất khi vật liệu cơ bản là thép có độ bền cao. Việc sử dụng lớp lót cứng sẽ ngăn chặn sự lan truyền vết nứt này, (Hình D). Các lựa chọn phù hợp là NSB-307 hoặc NSB-312 hoặc sử dụng các loại dây hàn lõi thuốc tương đương.
Lớp hàn bù kích thước (build-up layers)
Nếu chi tiết bị mòn nhiều, một phương pháp khả thi là phục hồi về dạng (kích thước) ban đầu trước khi hàn lớp đắp cứng bằng cách sử dụng cùng loại hợp kim làm vật liệu cơ bản. Một phương pháp khác là hàn xen kẽ các lớp cứng và dẻo, xem hình bên dưới.

Hợp kim hàn bù có khả năng chống va đập tốt nhưng khả năng chống mài mòn vừa phải. Tùy thuộc vào vật liệu cơ bản, các loại khác có thể được khuyến nghị sử dụng.
Các ứng dụng tiêu biểu
- búa
- thiết bị máy nghiền
- răng máy xúc
- dụng cụ cắt nguội



