Để kim loại mối hàn không có vết nứt, nhiệt độ gia nhiệt sơ bộ cũng như nhiệt độ giữa các mối hàn là rất quan trọng.
Làm nóng sơ bộ làm giảm:
- nguy cơ nứt hydro
- ứng suất co rút
- độ cứng trong vùng ảnh hưởng nhiệt (HAZ)
Sự gia tăng gia nhiệt là điều cần thiết bởi các yếu tố sau:
- hàm lượng cacbon của vật liệu nền (base material)
- thành phần hợp kim của vật liệu cơ bản (vật liệu nền)
- kích thước vật hàn
- nhiệt độ ban đầu
- tốc độ hàn
- đường kính của vật liệu hàn
Cách xác định nhiệt độ gia nhiệt sơ bộ
Thành phần của vật liệu cơ bản phải được biết để chọn nhiệt độ gia nhiệt sơ bộ chính xác, vì nhiệt độ gia nhiệt sơ bộ được kiểm soát bởi hai yếu tố chính:
- hàm lượng cacbon của vật liệu cơ bản
- hàm lượng hợp kim của vật liệu cơ bản
Về cơ bản, hàm lượng cacbon của vật liệu cơ bản càng cao thì nhiệt độ gia nhiệt sơ bộ càng cao. Điều này cũng đúng với hàm lượng hợp kim, nhưng ở mức độ thấp hơn một chút.
Một cách để xác định nhiệt độ gia nhiệt sơ bộ là tính đương lượng cacbon, Ceq, dựa trên thành phần hóa học của vật liệu cơ bản:
Ceq = %C + %Mn/6+(%Cr +%Mo+%V)/5 + (%Ni+%Cu)/15
Ceq càng cao, nhiệt độ gia nhiệt sơ bộ được yêu cầu càng cao.
Một yếu tố chính khác trong việc xác định nhiệt độ gia nhiệt sơ bộ là độ dày và kích thước của kết cấu hàn. Nhiệt độ gia nhiệt sơ bộ tăng theo kích thước và độ dày của kết cấu hàn (vật hàn).
Khi nhiệt độ gia nhiệt sơ bộ chính xác đã được xác định, điều quan trọng là nhiệt độ này phải đạt được và duy trì trong quá trình hàn.
Khi gia nhiệt sơ bộ, thời gian duy trì nhiệt độ là rất quan trọng để đưa toàn bộ vật hàn đến nhiệt độ cần thiết. Thông thường, tất cả các ứng dụng hàn được làm nóng trước phải được làm nguội chậm.
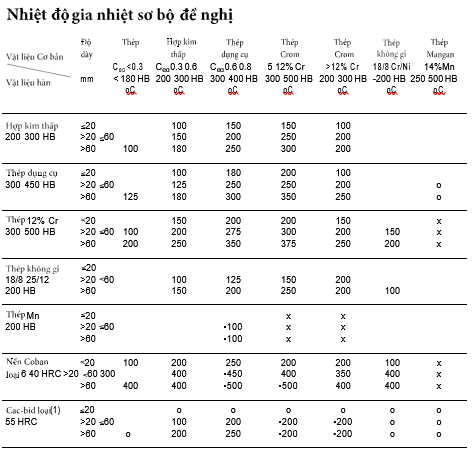
Bảng này cho thấy nhiệt độ gia nhiệt sơ bộ được khuyến nghị cho một số vật liệu khác nhau